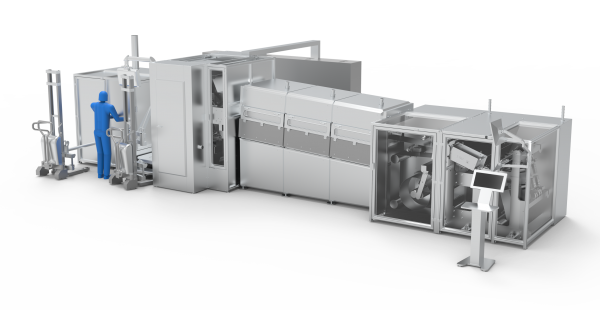
Blue Line – Coating systems for e-mobility

In the course of e-mobility and decentralized energy storage, the global demand for Li-ion batteries is increasing. Another technology that continues to be in vogue is the fuel cell. The generation, storage and use of electrical energy on a sustainable and cost-efficient basis for stationary and mobile applications is one of the greatest global challenges of the coming decades. Our goal is to develop industrially applicable, cost-effective solutions for energy storage for the next generations. We are at the beginning of the production chain and support with our KNOW-HOW.

Lithium battery coating easy made
ELECTRIC MOBILITY REQUIRES – Quality and economic efficiency
The heart of electric cars are lithium-ion batteries. For a high-quality and economical production of batteries, manufacturers need flexible and efficient automation systems. KIENER and LACOM have many years of experience in the automation and in the automotive sector and offer you comprehensive and flexible solutions for your battery production with future-oriented technologies – this applies both to the production of battery cells and battery module assembly.
BATTERY CELL ASSEMBLY – Quality assurance right from the start
One single bad electrode is enough to negatively affect the performance of an entire battery pack. Late quality control can cause high reject rates. It is the quality already in-line that is decisive – while the entire production process. A high degree of automation
in battery production is therefore a decisive quality assurance measure – allowing quality to be monitored continuously and efficiently at each process step.
ELECTRODE PRODUCTION – Precision in all production steps
Basic process steps such as coating, calendering and slitting are essential for the manufacture of electrodes. A complete traceability of all production and origin-related data is essential for quality management – this is the only way to ensure a low failure rejection rate and to keep the performance level high.
COATING
The coating of electrodes for lithium-ion batteries can be carried out by various application methods such as slot die, comma bar and doctor blade chambers. A so-called slurry is used as coating medium. Depending on the electrode, this contains various components such as active material (graphite or lithium oxides), conductive soot, solvents (water or NMP), binders and additives. The slurry is produced in an upstream process by dry and wet mixing. The coating of the carrier foils (copper or aluminum) can be done on the top and bottom side of the foil, depending on customer requirements. LACOM offers various solutions for this.
• Tandem coating – two separate coating units and drying sections
• Simultaneous coating – two coating units and a flotationdryer system
The coating can be applied over the entire surface, in longitudinal stripes, intermittently or in combinations. Our solutions for quality assurance in coating lines include the product areas of web guiding and web tension control, control of overlap and surface and edge inspection (e.g. heavy edges) for all relevant process steps.
Our line concepts are complete solutions from LACOM which are
adapted to individual customer requirements. These include:
• Winding and unwinding systems
• Cleaning and pretreatment of the foil – such as corona treatment, non-touching and touching cleaning.
• Dryer sections
CALENDERING
In the calendering process step, the coated films are compressed in a special rolling process in order to reduce the layer thickness and to increase the volumetric energy density of the electrode. The existing pores in the coating are reduced in size. During calendering, an even line pressure must be applied to the electrode foils. The web tension is separated by a traction unit before and after the calender. A non-contact web cleaning
is essential before calendering. An inspection unit detects the foil for foreign particles, misalignment and joining. The PLC – control system processes the signals and ensures a effective production process. If required, the web can be heated in segments. Different web courses can also be realized. Lacom relies here on a proven concept in which the pairs of calender rollers enables a uniform line force even with large fabric widths. At the same time, the system is flexible to produce with different line forces. Standardized units from Lacom are used for winding and unwinding the webs. This results in flexibility and a degree of automation according to customer requirements.
SLITTING
The calendered electrode roll is now fed to the slitting machine. During this process, the web is cut into several narrower webs in longitudinal direction by rotating knives (longitudinal cut). These rolls are rolled up again after the slitting process. The web is also aligned for the slitting process by means of precise web edge control. The web tension is constantly monitored and controlled from the unwinding to the controlled winding.

 Fuel cell coating for more sustainability
Fuel cell coating for more sustainability
FUEL CELLS REQUIRES – Quality and economic efficiency
Fuel cells represent an alternative solution in the field of e-mobility. Although this technology has been researched for a long time, the vehicles on the market are still rare. LACOM also has standard processes for this in its program.
FUEL CELLS – How does it work
Hydrogen cars or, correctly, fuel cell cars, are basically electric vehicles. The difference to „normal“ electric cars: The vehicle has a fuel cell including a hydrogen tank, which generates the electricity for the drive while driving. A small battery acts as a buffer
or intermediate storage and covers load peaks e.g. during acceleration. It also absorbs and stores recuperation energy (kinetic energy during braking): In the fuel cell, electric current is generated from hydrogen. This is done by reversing electrolysis. Hydrogen and atmospheric oxygen react to form water, producing heat and electrical energy. The latter drives the electric motor. So-called PEM (polymer electrolyte membrane) fuel cells are
used in the vehicles. Their mode of operation: The membrane separates the hydrogen and the oxygen in the air, which in each case flows around the anode and cathode, from each other. The membrane is only permeable for hydrogen ions. At the anode, the hydrogen molecules separate into ions and electrons. The hydrogen ions migrate through the PEM to the cathode where they combine with the oxygen in the air to form water. But the hydrogen electrons, have to take the detour via a line from the anode to the cathode because the PEM represents an impenetrable barrier for them: The resulting electric current flow charges the traction battery or drives the vehicle‘s electric motor.
COATING AND ASSEMBLY – Precision in all production steps
Catalyst coated membran
Lacom has developed standardized processes for coating the membrane film for the production of the CCM membrane (catalyst coated membrane).
• Coatings on one or both sides
• intermittent coating
• specially developed wide slot die system
• Floation dryer system
• Unwinding and winding systems
• Web guiding and control systems
• Integration of measurement systems
Membran electrode assembly (MEA)
The membrane electrode assembly (MEA) forms the core of the fuel cell. Its function is determined by the polymer electrolyte membrane (catalyst coated membrane, CCM) with the catalyst layers on the anode and cathode side and the associated gas diffusion layers (GDL). Optimal coordination of these functional layers is of crucial importance. Furthermore, MEA is an integral part of the sealing concept. Besides conductivity and chemical stability, the mechanical properties of the materials used are also important.
An essential step in the production of an MEA is the application/adhesion of the CCM membrane on supporting films/subgaskets. These process and assembly steps, including gluing GDL on both sides of the MEA, can be mapped in a continuous process flow.
Support that translates into time, cost, sustainability and efficiency.
Give us a call. Tel: +49 / 7363 951-0
